Linotipia

La linotipia (también conocido como linotipo) es una máquina inventada por Ottmar Mergenthaler en 1886 que mecaniza el proceso de composición de un texto para ser impreso. La linotipia fue comercializada por la empresa Linotype fundada por Mergenthaler.
Junto con la impresión tipográfica, la linotipia era el estándar de la industria para la publicación de periódicos, revistas y carteles de finales del siglo XIX hasta las décadas de 1960 y 1970, cuando fue sustituida en gran medida por la impresión de litografía offset y la composición electrónica. El nombre de la máquina proviene del hecho de que produce una línea completa de tipo de metal a la vez, lo que representó una mejora significativa sobre el estándar anterior, es decir, manual, en el cual la composición tipográfica letra por letra se realizaba usando una vara de componer y cajones de letras.
El operador de la linotipia introduce texto en un teclado de 90 caracteres. La máquina agrupa las matrices, que son moldes para las formas de las letras, en una línea. La línea de ensamblado es entonces fundida en una sola pieza de metal en un proceso conocido como la composición tipográfica de "metal caliente". Las matrices se devuelven al magazín de tipos de la que proceden, para ser reutilizados después. Esto permite que la composición tipográfica sea mucho más rápida que la realizada a mano en la que los operadores debían colocar moldes metálicos de letras, signos de puntuación o espacios a la vez.
La linotipia revolucionó la composición tipográfica y, con ella, especialmente la edición de periódicos, por lo que fue posible que un número relativamente pequeño de operadores compusieran muchas páginas diariamente. Antes de la invención de la linotipia en 1884, los periódicos se limitaban a ediciones de ocho páginas.[1]
Historia
Pocos inventos han tenido tanta importancia y, al mismo tiempo, una vida tan corta. Nació en 1884 inventada por Ottmar Mergenthaler y pasó a la historia a mediados de la década de 1970. La linotipia supuso un hito en la historia de la impresión al ser uno de los avances industriales más importantes de los procesos tipográficos de impresión a gran escala.[2] La máquina, parecida a las de escribir, permitía componer de forma automatizada los textos.
Operación
El linotipo está formado por cuatro secciones principales:
- El magazín
- El Teclado
- La sección o mecanismo de fundición
- El mecanismo de distribución
El operador de la máquina al pulsar una tecla de un dispositivo similar a una máquina de escribir, seleccionaba un carácter tipográfico determinado, y automáticamente la matriz o molde de la letra particular quedaba libre y salía de un depósito que se situaba en lo alto de la máquina. Dicho molde descendía a un centro común, donde dicha letra, seguida de otras, formaba las palabras y espaciados del texto.
Cuando una línea, formada por estas matrices, se completaba, pasaba automáticamente a una caja de fundición, donde entraba una aleación fundida compuesta por estaño, plomo y antimonio y formaba un lingote que constituía una línea de caracteres de imprenta.
Una vez que las matrices habían servido de molde para este fin, se recogían y se trasladaban nuevamente al receptáculo superior del cual habían salido inicialmente, distribuyéndose automáticamente en los cajetines que les correspondiesen. Quedaban así dispuestas una vez más para descender al pulsar sobre el teclado. De este modo, se iban componiendo las líneas de caracteres de imprenta con el metal fundido, hasta que el original entero quedaba acabado. Algunas máquinas de linotipia incluían una lectora de cintas de papel lo que posibilitaba que el texto pudiera ser enviado por medio de una línea telegráfica.
Diseño
Matrices
Cada matriz contiene la forma de un solo carácter de una fuente (tipo de letra), en un único tamaño de fuente. La forma de la letra es grabada en una cara de la matriz. Los tamaños van hasta los 14 puntos, en algunas matrices que tienen tamaños de 16 a 24 puntos, la matriz tiene dos formas del carácter o letra en ella, la forma normal y la auxiliar. La posición normal tiene la forma vertical o regular de un carácter dado, y en la forma auxiliar tiene la versión inclinada (itálica o cursiva, que los tipógrafos llaman «bastardilla»). sin embargo la posición auxiliar también puede ser la versión en negrita del carácter o incluso hasta un tipo de letra completamente diferente. El operario de la máquina puede seleccionar cuál de las dos posiciones usar operando el brazo distribuidor de matrices.
Magazín
La sección del magazín es la parte de la máquina donde se almacenan las matrices cuando no están en uso, y cuando el operador presiona las teclas del teclado las matrices son liberadas. El magazín es una caja plana con separadores verticales que forman ‘canales’, un canal por cada carácter del tipo de letra. Por lo general los magazines tienen 90 canales,[3] pero para algunas fuentes de mayor tamaño solo son 72 o incluso 55 canales. Los Magazines auxiliares usados en algunas máquinas, generalmente poseen 34 canales o para fuentes de mayor tamaño solo 28 canales.
El magazín contiene un tipo de letra particular en un tamaño específico. Si se requiere un tamaño o tipo de letra diferente, el operador cambiará el magazín por otro. Muchos modelos de Linotipo podían tener varios magazines (hasta cuatro) disponibles simultáneamente. En alguno de esos modelos, el operador podía cambiar a un magazín diferente levantando o bajando las bandejas de los magazines con una palanca. Infortunadamente estas máquinas no permitían la mezcla de fuentes en una sola línea. Otras como el modelo 9, permitían la mezcla arbitraria de texto hasta de cuatro magazines en una sola línea.
Escapes

En una máquina de linotipia, el término escape se refiere a los mecanismos en la parte baja del magazín que suelta las matrices una a la vez cuando las teclas del teclado son presionadas. Hay un escape por cada canal en el magazín.
Mantenimiento y lubricación
Para que las matrices circulen sin problemas por la máquina, es necesario que la trayectoria de la matriz no se interrumpa por nada. Si se llega a encontrar aceite en la trayectoria de la matriz (debido a malos mantenimientos o sobre-lubricación de partes cercanas), este aceite se combina con polvo, formando una sustancia pegajosa que finalmente cae en el magazín por las matrices. El resultado más común es que las matrices no serán soltadas en el magazín a una velocidad normal, lo que conlleva a una o dos letras llegando fuera de secuencia en el componedor —lo que se llama “una transposición en la matriz”. Cuando estas máquinas se encontraban bajo un uso pesado, no era raro que un operador tuviera una velocidad de 4.000 ems por hora (el más rápido de los operadores excedía 10 000 ems por hora) por ello era necesario una cuidadosa lubricación y una limpieza general para que las máquinas operaran con todo su potencial.
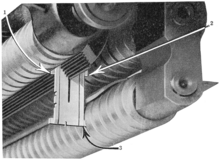
Sección de composición

En la sección de composición, el operador en el teclado introduce el texto de una línea. Una matriz es soltada del magazín por cada presión en el teclado. La matriz viaja a través de los canales hasta el componedor donde las matrices son alineadas de lado a lado en el orden que fueron liberadas.
Cuando es necesario un espacio, el operador mueve la palanca de banda espaciadora hacia el lado izquierdo del teclado. Esto libera a una banda espaciadora de la caja de bandas espaciadoras. Las bandas espaciadoras son almacenadas separadamente de las matrices, debido a su tamaño no caben en el magazín.
Una vez que se ha introducido suficiente texto para una línea, el operador hace bajar la palanca de fundición montada en la parte frontal-derecha del teclado. Esto eleva la línea completada en el componedor hacia el “canal de entrega” este transporta la línea hacia la sección de fundido de la máquina, acopla el embrague que lleva la sección de fundido y la siguiente la lleva hacia la sección de distribución. Con esto el operador ha terminado una línea y continua introduciendo el texto para la siguiente línea.
Teclado

El teclado tiene 90 teclas dispuestas en 6 filas y 15 columnas. No existe la tecla shift (Mayúsculas) pues hay teclas separadas tanto para mayúsculas como para minúsculas. El orden de las letras se hizo según la frecuencia de uso, siendo las más frecuentes las del lado izquierdo del teclado.
Las primeras dos columnas de letras son: e, t, a, o, i, n; y s, h, r, d, l, u. Un linotipista frecuentemente podía cometer errores por bajar los dedos de estas dos líneas, trayendo como consecuencia el llenado de una línea con palabras sin sentido.
El teclado del linotipo posee el mismo orden del alfabeto dos veces, uno para las minúsculas, las teclas negras que están a la izquierda del teclado. Las teclas para las mayúsculas son de color blanco y están en la parte de la derecha del teclado. Las teclas azules en la mitad son caracteres especiales tales como de puntuación, letras capitales o espaciados fijos. Un linotipista experimentado usa su mano izquierda solo para operar la tecla de la banda de espaciado y la columna de las minúsculas. Su mano derecha opera las demás teclas del teclado.
Las teclas están conectadas con varillas verticales que van hacia los escapes. Cuando una tecla es presionada, el escape correspondiente es accionado, lo cual libera una matriz del magazín. Con solo una excepción, cada tecla corresponde directamente a un canal en un magazín estándar (90 canales). La excepción es la letra e minúscula: esta letra es usada tan a menudo que el magazín de 90 canales de hecho tiene 91, con dos canales dedicados al uso de la letra e. De manera similar, un magazín de 72 canales en efecto tiene 73 canales con los de primeros de la izquierda usados para la letra e minúscula. La presión consecutiva en la letra e suelta matrices alternando entre dichos canales en el magazín.
En máquinas que soportan múltiples magazines, hay un mecanismo de cambio que controla que magazín está conectado al teclado. En la mayoría de máquinas, este procedimiento se hace levantando y bajando manualmente los magazines.
Caja de bandas espaciadoras
En un texto justificado, los espacios no tienen un ancho fijo, estos se expanden para hacer que todas las líneas tengan un ancho equivalente. En las máquinas de linotipia esto es logrado por bandas espaciadoras. Una banda espaciadora consiste en dos cuñas, una similar en tamaño y forma a la de una matriz y otra con una cola larga. La parte ancha de la cuña se encuentra junto a la cola, de esta manera al empujar la cola la banda espaciadora se expande.
Debido a su tamaño, las bandas espaciadores no se almacenan en el magazín sino en una caja, la caja de bandas espaciadoras, ésta suelta una banda al tiempo al presionar la palanca espaciadora, que se encuentra en el borde izquierdo del teclado.
Componedor

Las matrices soltadas del magazín, y las bandas espaciadoras, caen dentro del componedor. Este es un riel que sostiene las matrices y bandas espaciadoras. Cuando el operador cree que la línea está por completarse, eleva la palanca de fundición bajo el teclado para enviar la línea a la sección de fundido de la máquina. Al hacer esto el operador puede continuar en la composición de la siguiente línea de texto.
Sección de fundido
Esta sección recibe las líneas completadas en el componedor, y las usa para fundir los lingotes, que son el producto de la máquina de linotipia. La sección de fundido o fundición funciona automáticamente una vez que es activada por el operador, una serie de palancas y soportes mueven las matrices a través de esta sección y controlan la secuencia de pasos que producen los lingotes. El compuesto usado para producir los lingotes es una aleación de plomo al 85%, antimonio al 11% y estaño al 4%. Este compuesto produce un lingote capaz de más de 300 000 impresiones. Después de este número de impresiones el lingote debe ser fundido de nuevo pues puede empezar a desarrollar deformaciones e imperfecciones, que imposibilitan una buena impresión.
El continuo calentamiento el compuesto fundido causa que el estaño y el antimonio suban a la parte superior de la mezcla y se oxiden junto con otras impurezas formando una mezcla llamada “escoria” o desecho que tiene que ser pulida. La producción excesiva de este desecho conlleva un ablandamiento de la aleación por el aumento de plomo en la mezcla. La mezcla en este punto se le debe añadir nuevamente estaño y antimonio (en la forma de una aleación proporcionalmente medida) para recuperar las propiedades originales de la aleación.
Mecanismo de distribución
La innovación más significante en el linotipo fue su distribución automatizada al regresar las matrices y bandas espaciadoras a sus lugares correspondientes en los respectivos magazines. Esta tarea es llevada a cabo por el distribuidor.
Después que la fundición está completa, las matrices son empujadas a un segundo elevador que las lleva hasta el distribuidor en la cima del magazín. Las bandas espaciadoras son separadas y regresadas a la caja de bandas espaciadoras.
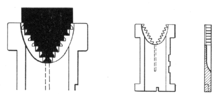
Las matrices tienen dientes en la parte superior, con un patrón en los cuales se cuelgan a una barra del distribuidor. Algunos matrices tienen cortes, y esto varía según el carácter de la matriz y al canal del magazín al cual pertenece.
Véase también
Referencias
- ↑ Miller, Lyle L. (1973). Maintaining Reading Efficiency (3 edición). Developmental Reading Distributors. p. 34. ISBN 9780808713227.
- ↑ Tempo217 (2008). «Extinta». Bogotá, Colombia.
- ↑ Miller, Lyle L. (1959). Maintaining Reading Efficiency. Holt.
Bibliografía
- Kahan, B. (2000). Ottmar Mergenthaler – The Man and his Machine'. New Castle: Oak Knoll Press
- «Linotype Machine Principles» (en inglés). Mergenthaler Linotype Company. 1940. Consultado el 13 de mayo de 2016.
- Vallejo Mejía, Maryluz. «Los genes de la prensa nonagenaria y centenaria». Banco de la República, Actividad Cultural. Archivado desde el original el 15 de marzo de 2016. Consultado el 12 de mayo de 2016.
- Imprenta Patriótica del Instituto Caro y Cuervo, Bogotá Colombia
- González, P. (3 de julio de 2010). flickr.com. Recuperado el 5 de noviembre de 2012, de http://www.flickr.com/photos/26160403@N02/4758233997/
Enlaces externos
- «Vídeo del funcionamiento de una linotipia (Iowa)».
- Linotype: The Film: http://linotypefilm.com
- http://monotipia-y-linotipia.blogspot.com/
- El linotipista. Documental de Eugenio Monesma.
| Control de autoridades |
|
|---|